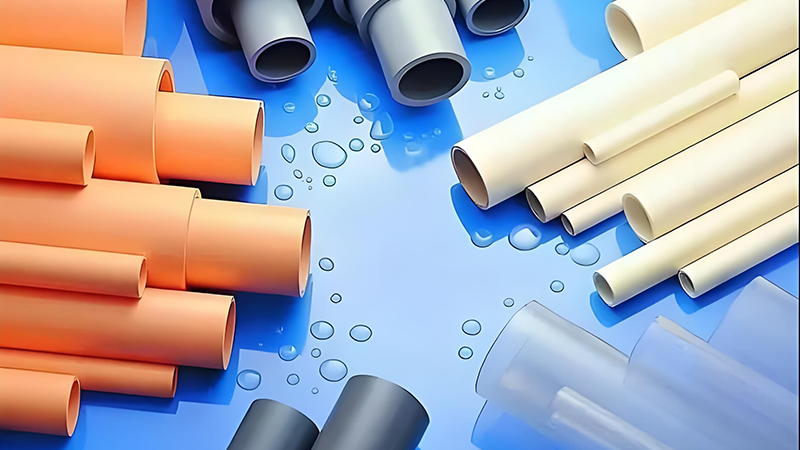


The processing technology of PVC transparent material
In recent years, PVC transparent material injection molding technology has been widely used in the production of toys, daily necessities, automotive parts, and special-shaped materials due to its high transparency, good stability, and good weather resistance. These plastic products have strict surface quality requirements and must not have any defects such as spots, pores, whitening, haze, black spots, discoloration, poor gloss, etc. Therefore, strict or even special requirements must be placed on the raw materials, equipment, and molds throughout the injection molding process. Here is a brief sharing of the precautions to be taken during the injection molding process of PVC transparent materials:
(1) The preparation and drying of PVC transparent material may affect the transparency of the product due to the presence of any impurities in the plastic. Therefore, during storage, transportation, and feeding processes, attention must be paid to sealing to ensure the cleanliness of PVC transparent material. Especially if the raw materials contain moisture, heating them can cause them to spoil, so they must be dried. As mentioned earlier, how PVC plastic particles should be dried is important. It should also be noted that during the drying process, the input air should be filtered and dehumidified to ensure that it does not contaminate the PVC transparent material.
2) Cleaning of the barrel, screw and its accessories
To prevent contamination of PVC transparent materials and the presence of old materials or impurities in the recesses of screws and accessories, especially in the presence of resins with poor thermal stability, screw cleaning agents should be used to clean all parts before use and after shutdown to prevent impurities from sticking. When there is no screw cleaning agent, PE, PS and other resins can be used to clean the screws. When the machine is temporarily shut down, in order to prevent the raw materials from staying at high temperatures for a long time and causing temperature drop, the temperature of the dryer and machine barrel should be lowered.
(3) Issues to be noted in mold design (including product design)
In order to prevent poor plastic molding, surface defects, and deterioration caused by poor reflux or uneven cooling, the following points should be noted in mold design.
a) The wall thickness should be as uniform as possible, and the demolding angle should be sufficiently large;
b) The transition part should be gradual. Smooth transition to prevent sharp corners. Sharp edges, especially PC products, must not have any gaps;
c) Gate. The runner should be as wide and short as possible, and the gate position should be set according to the contraction and condensation process. If necessary, a cold material well should be added;
d) The surface of the mold should be smooth and have a low roughness (preferably less than 0.8);
e) Exhaust hole. The groove must be sufficient to timely discharge air and gas from the melt;
(4) The injection temperature of PVC transparent material is generally controlled between 150-165 degrees (nozzle). If the temperature is too high, it will turn yellow and die, and if the temperature is too low, it will cause poor gelation.
Therefore, producing a good plastic product is not a simple task, and attention should be paid to every detail of the PVC transparent material injection molding process.